Reparación de electrohusillos: servicio profesional y diagnóstico
En el ecosistema del mecanizado CNC, pocas averías generan tanto pánico y costes operativos como la caída de un husillo. No es solo un motor; es el corazón de tu centro de mecanizado.
Cuando la precisión falla o el ruido aumenta, la producción se detiene. En esta guía técnica, desglosamos el proceso de reparación de electrohusillos, desde el diagnóstico de vibraciones hasta el rodaje final, para que entiendas cómo devolvemos la vida a este componente crítico con especificaciones originales de fábrica.
¿Qué es un electrohusillo y por qué es el corazón de tu máquina?
Un electrohusillo (o spindle) no es simplemente un motor rotativo. Es una integración compleja de mecatrónica que combina un estator eléctrico, un eje rotativo de alta precisión, sistemas de sujeción de herramienta y rodamientos de ultraprecisión, todo en una carcasa compacta.
A diferencia de un motor convencional, el electrohusillo debe soportar cargas axiales y radiales inmensas mientras mantiene tolerancias de runout (salto) inferiores a pocas micras. Es la entidad responsable directa de la calidad superficial de tus piezas y de la eficiencia del arranque de viruta.
Comprender su complejidad es el primer paso para valorar por qué una reparación profesional, y no un simple "apaño", es vital para mantener la rentabilidad de tu taller.
Síntomas que indican que tu electrohusillo necesita reparación inmediata
El fallo catastrófico rara vez ocurre sin aviso. Tu máquina te "habla" a través de señales físicas. Ignorar estos síntomas suele convertir una reparación de mantenimiento (cambio de rodamientos) en una reconstrucción mayor (rectificado de eje o rebobinado).
Ruidos inusuales y vibraciones
El silencio es sinónimo de precisión. Si escuchas un zumbido agudo, un "gruñido" metálico al cambiar de RPM, o notas un aumento en las vibraciones mm/s (monitorizadas por el acelerómetro de la máquina o una herramienta de análisis externa), es la alerta roja.
Causa probable: desgaste en las pistas de los rodamientos o desequilibrio en el eje rotativo.
Calentamiento excesivo
Los electrohusillos operan a temperaturas controladas. Si detectas que la carcasa quema al tacto o que el sistema de refrigeración líquida no consigue bajar la temperatura, el riesgo de gripado es inminente.
Causa probable: fallo en el circuito de refrigeración, obstrucción, o fricción excesiva por precarga incorrecta de los rodamientos.
Pérdida de precisión o acabado superficial deficiente
Cuando las piezas salen con marcas de vibración (chatter), las cotas no se mantienen o el acabado espejo desaparece, el problema suele ser mecánico.
Causa probable: holgura axial o radial en el conjunto, o desgaste en el cono ISO / HSK que impide un asiento perfecto del portaherramientas.
El proceso de reparación de electrohusillos paso a paso
La diferencia entre una reparación estándar y una restauración de alto nivel reside en el protocolo. Nuestro proceso sigue una metodología rigurosa para garantizar el E-E-A-T (experiencia y técnica) que tu maquinaria exige.
1. Desmontaje y análisis de fallos
No usamos la fuerza bruta. Utilizamos extractores hidráulicos y térmicos específicos para desmontar el cabezal sin dañar los alojamientos. En esta fase:
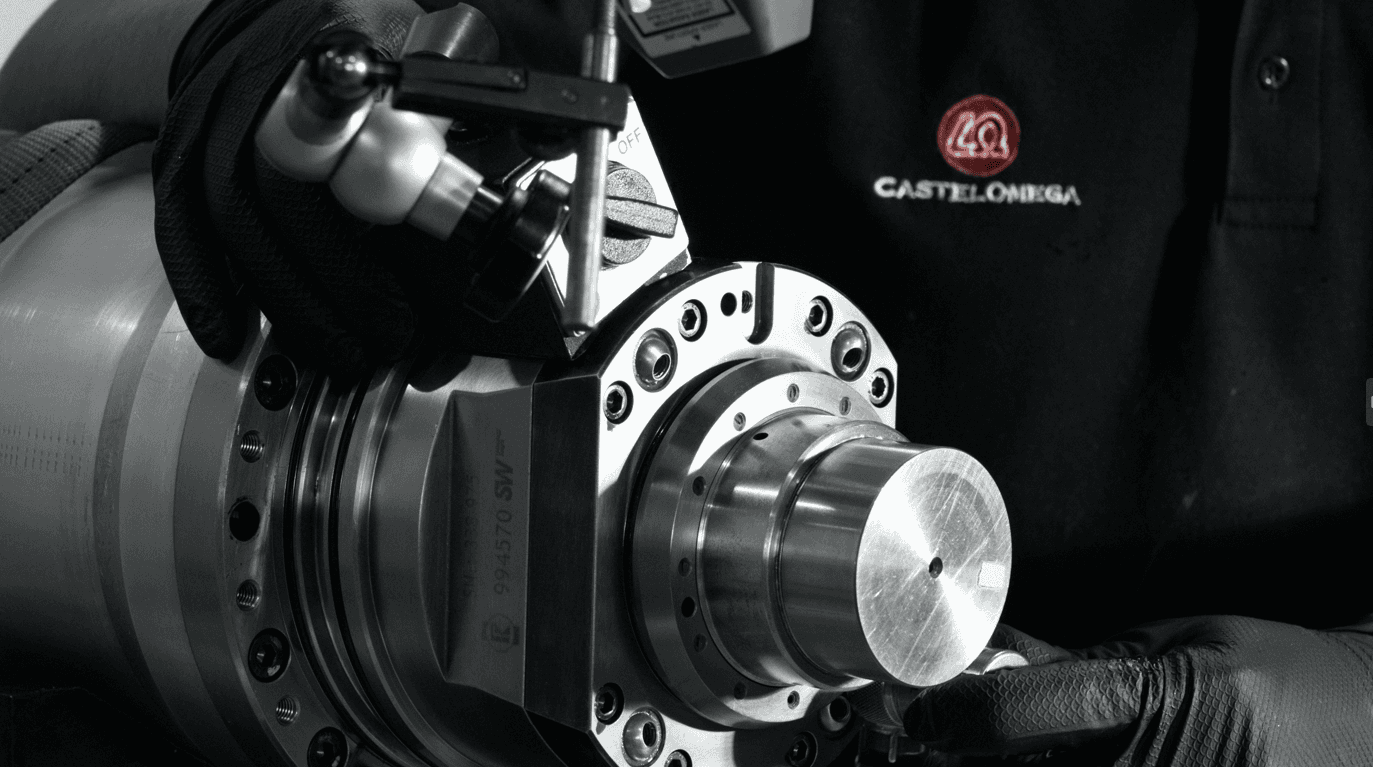
Medimos el runout previo.
Verificamos la fuerza de clampeo (tiro) del sistema de amarre.
Revisamos el estado de los sensores y el encoder.
2. Limpieza y rectificado de componentes
Todas las piezas se limpian en cubas de ultrasonidos. Si detectamos desgaste en el alojamiento de los rodamientos o en la nariz del husillo, procedemos al rectificado de conos (HSK, BT, ISO) y de los asientos de rodamiento mediante cromado duro y rectificado a cota original (tolerancia H5/h5).
3. Sustitución de rodamientos de alta precisión
Este es el punto crítico. No instalamos rodamientos estándar. Utilizamos exclusivamente rodamientos de precisión (clase P4 o P2) con contacto angular, a menudo con bolas cerámicas (híbridos) para soportar altas RPM.
Clave técnica: el ajuste de la precarga (rígida o elástica) se realiza en "sala blanca" para evitar cualquier contaminación por polvo.
4. Rebobinado de estator y revisión de electrónica
Si el fallo fue eléctrico, realizamos el rebobinado del estator utilizando resinas de alta capacidad térmica y aislamiento de clase H. También ajustamos y calibramos el encoder y los sensores de posición para asegurar que el variador de frecuencia de tu máquina lea correctamente la velocidad y posición angular.
5. Equilibrado dinámico y rodaje en banco de pruebas
Un husillo no sale de nuestras instalaciones sin ser testado.
Equilibrado dinámico: realizamos un equilibrado fino según norma ISO 1940/1, alcanzando grados de calidad G2.5 o G1, eliminando cualquier vibración residual.
Rodaje (run-in): sometemos al husillo a un ciclo de rodaje progresivo durante varias horas. Esto es fundamental para distribuir correctamente la grasa en los rodamientos y asentar la temperatura de trabajo antes de que el husillo toque una pieza real.
¿Reparar o sustituir? Análisis de rentabilidad
Para los jefes de compras y mantenimiento, esta es la decisión clave. ¿Merece la pena reparar?
Factor | Reparación profesional | Compra de husillo nuevo (OEM) |
Coste | 40% - 60% del precio de uno nuevo. | 100% del precio de lista. |
Plazo de entrega | Generalmente 3-10 días laborables (según daños). | Semanas o meses (si no hay stock en fábrica). |
Rendimiento | Igual al original (se usan recambios de misma calidad). | Estándar de fábrica. |
Garantía | Sí (normalmente 6-12 meses sobre la reparación). | Sí (garantía de fabricante). |
Sostenibilidad | Alta (economía circular, reutilización de carcasas y ejes). | Baja (fabricación completa nueva). |
Veredicto: salvo que el electrohusillo haya sufrido un accidente catastrófico (rotura de eje o carcasa irrecuperable), la reparación es la opción más inteligente tanto económica como operativamente.
Mantenimiento preventivo: cómo alargar la vida de tu husillo
El mejor mantenimiento correctivo industrial es el que no tiene que hacerse. Aquí tienes tres consejos de experto para maximizar la vida útil de tu cabezal de mecanizado.
Importancia de la lubricación y el aire de sellado
La mayoría de fallos prematuros en rodamientos se deben a la entrada de taladrina o suciedad. Asegúrate de que el aire de sellado (o aire de barrera) esté siempre activo, seco y perfectamente filtrado. Una presión de aire positiva evita que los contaminantes entren en el laberinto de los rodamientos.
El sistema de refrigeración
Vigila el chiller. Un líquido refrigerante sucio o degradado pierde capacidad de transferencia térmica, sobrecalentando el estator y dilatando los componentes mecánicos, lo que afecta a la precisión final.
Ciclos de calentamiento (warm-up)
Nunca pases de 0 a 15.000 RPM en frío. Implementa un programa de calentamiento suave al inicio de cada jornada (ej: 10 minutos a bajas vueltas) para permitir que la grasa de los rodamientos alcance su viscosidad operativa y las dilataciones térmicas se estabilicen.
Tipos de electrohusillos que reparamos
Nuestra experiencia abarca la diversidad del mercado CNC:
Husillos de fresado: alta velocidad y par constante.
Husillos de rectificado: ultraprecisión y altas RPM.
Husillos para torno: alta carga y robustez.
Marcas comunes: HSD, Franz Kessler, Gamfior, Omlat, Siemens, Fanuc, entre otros.
Preguntas frecuentes sobre la reparación de husillos
¿Ofrecéis informe de vibraciones tras la reparación?
Sí. Cada reparación incluye un informe técnico detallado con los valores de vibración iniciales y finales, así como el certificado de equilibrado y chequeo del encoder.
¿Se comprueba la fuerza de sujeción de la herramienta?
Absolutamente. Verificamos la fuerza de clampeo del paquete de muelles o sistema hidráulico para garantizar que la herramienta no se suelte bajo carga de corte.
¿Podéis reparar el cono si está marcado?
Sí, mediante técnicas de metalizado y rectificado devolvemos la geometría exacta al cono (ISO, HSK, BT) para asegurar el contacto (taper contact) correcto y evitar el runout.
Conclusión y solicitud de presupuesto
Un electrohusillo averiado es un cuello de botella en tu producción. No dejes que la incertidumbre técnica paralice tu taller.
Nuestro servicio de reparación de electrohusillos combina la artesanía mecánica con la tecnología de diagnóstico más avanzada para devolverte un componente listo para mecanizar con precisión de micras.
¿Tu máquina vibra o hace ruido? No esperes al gripado.
[Solicita aquí tu diagnóstico gratuito y presupuesto sin compromiso]